
今日は2019/7/26
昨日コンポストトイレが動かなくなってしまったので、焦って修理をすることにしました。
今回は、修理をしながら記事をUPしていきますので、この状態から公開します。
前回の修理の記事はこちらです。
Contents
故障の原因は?
まずは、修理しやすいところにトイレを移動します。
キャスターを付けてあるので、ゴロゴロと持っていきます。

この工房は元々牛舎を改造したもので、この車庫にしているところは、コンポストをつくっていたところなので、なにやら因縁めいています。でもないか(^^)/
便座部分は乗っかっているだけなので、外して内部を見てみます。
予測してみる
開ける前に大体の予測をしてみると、おそらくはフランジとシャフトの溶接部分が壊れたのだと思うんですね。
前回の考え方は、攪拌シャフトと駆動シャフトとの芯ずれは駆動側ベアリングの調心で吸収するということでした。
しかし、それでも吸収しきれずに、フランジと駆動側シャフトの結合部に繰り返し応力がかかり、疲労破壊したのだと思います。
今回はこの部分は、応力を逃がすことを考えてみます。
戦前の前輪駆動車のツェッパ型のジョイントのようなものでしょうか。
しかし、第一番目にやらなければいけないことは応急のトイレを作ることです。
応急トイレを作る
前々回の修理の時は、工房の裏にユンボで溝を掘って、災害時によくやるようなトイレを作った。
不思議なことに、なぜか人が遊びに来ている時にこわれるんだな~これが。息子が遊びに来ている時もそうだった。
息子の世代は産まれた時からトイレは水洗でポットンでもかなりの抵抗があるのに、単なる溝のような原始的なものでは耐えられないようで、6kmほど離れたコンビニに行っていました。
シチーボーイやシチーガールには無理なんでしょうね。
バケツ型応急トイレ
今回は、前回と同様のバケツ型の応急トイレでいきます。
バケツの中におが屑やもみ殻を敷いて、終わったらその上にまた、おが屑やもみ殻を被せるという簡単なものです。
これでハエの侵入も防げるし、臭いも抑えられます。
トイレの修理が終わったら、バケツの中身をトイレの中に放り込めばOKです。
ウウ~、早速行きたくなってきた!
故障の原因を特定する
開けてみました。
横倒しにして堆肥を取り出します。

唐突ですがスズメバチが
作業中に低周波のブーンという音が聞こえたので、見回してみるとスズメバチです。
あわてて車庫の天井を見上げてみると、ありました!建設中のスズメバチの巣です。まだ直径10cm位ですが、アッというまに大きくなります。
ユンボの真上に巣がありますので、怖くて運転席にもいけません。
危険なので、修理は一時中断してスズメバチ駆除を先にやることにしました。そう言えば、スズメバチが巣を作るのは春からこの時期にかけてでした。
今回も以前にプロから教えてもらった方法でやることにします。

今回のスズメバチはしぶとくて3日ほどかかりましたが、ようやくやっつけましたので、安心してユンボが使えるようになりました。
続きはトイレ修理再開と同時に、記事をライブでUPしていきます。
再開します
堆肥を取り出したトイレを起こして、フランジ部分をチェックします。
フランジは鉄製なので錆をショットピーニングで落としてチェックします。

およよ ボルトがない!なぜだろう~?

つらつら考えるに、ここのフランジは鉄製なので、腐食で鉄が瘦せて組付け時には効いてたスプリングワッシャーが効かなくなってナットが脱落し、ボルトが抜け落ちてしまったということでしょうね。
過去の経験から言うと、アンモニア腐食はかなりのもので、一年に1mm進行します。ということは2mm瘦せたということですね。こりゃあスプリングワッシャーは効かなくなるのは当たり前ですね。
う~~~ん浅はかだったニャー
フランジはまだ厚さがあるので使うとして、ダブルナットのロックナットにしないとダメですね。
あるいは寸法的な余裕が少ない時は、Uナット(緩み止めナット)も考えてみます。
こうすれば鉄が瘦せてもボルトが脱落することもないし、シャフトの芯ズレも吸収できるということになります。
攪拌シャフトを取り外してみました。
脱落しかけでぐりぐりとボルトが回っていたために、穴が拡大しています。

また、駆動側のフランジは、駆動シャフトとフランジの接合溶接部が剝がれています。
裏側の隅肉溶接の部分も、溶接部分よりも下側に腐食が進んで、効かなくなってしまったようです。
大きいトルクが掛かるので、ここで空回りしていました。

深いグルーブは作りにくいし、溶接してもはがれやすい構造になるので、溶接は止めて別の方法を考えます。
とりあえずは、ギアモーターとの接続を切り離します。

下の写真のベアリングが乗っているブロックは、前々回の修理の時に鉄製のベアリングを使うために新設したものです。
アンモニア腐食を避けるために本体から離す必要があったからです。
Oリングを併用していて、5~6年経ちますがベアリングへの影響はないですね。エガッタ!
この後ベアリングからシャフトを抜きます。

およよ、センターがついてない!
これでは、ギアプーラーが使えないな~
なんで付けてないんだろう?とは言え、作ったのはカモジーだしな~
付けることにします。
しかし、シャフトが引っ込んでるので普通のセンターファインダーは使えないし、さてどうしたものか・・・
単純に円柱の中心を見つけるにはセンターファインダーという簡単な道具があります。
今回の作業には使いませんが、思い出したので備忘録として書いておきます。
- センターファインダー
円の直径をずらして二本書くと、交点が中心になります。
簡易的にはスコヤに45度の三角定規を仮に固定すれば簡単に作れます。

スコヤの内角に円柱を添わして、45度の線を引いて、90度回してもう一本の線を引けば交点が円の中心になります。
三角定規の取り付けがわずかにずれていたとしても、90度づつ回して4本の線を引けば、線で囲まれたところが中心になります。

今回のような内径のセンターファインダーはまだ思いつきませんが、あんまりのんびり構えているわけにもいきませんので、ジタバタと進めます。キーの出っ張りもあるし、とりあえず内径を測って紙にコンパスで円を書いて、切り抜いてキーの部分を切り欠いたものにします。
穴の内側にはめてポンチすることにしました。

センター穴を揉んで

これでやっとギアプーラーをかけてギアを抜くことが出来ます。

さらにベアリングからシャフトを抜きます。

シャフトを抜いてフランジを取り出しました。

腐食がかなり進んでいます。はてさてどうしたものか・・・
このフランジを使い続けるとしたら、もって4年かな~
この際だからSUS化して、ベアリングも樹脂化することにしようかな~
焦ってるとは言いながら、ズルズルとここまでやってきたのだから、もう少しズルズルと続けますかね~
SUS化と樹脂化を画策する!
わあ~エライことになってきました!
概略の手順は
- 攪拌シャフトを分解する
- 現フランジを切断して取り外す
- 8~10tのSUS板でフランジを4枚作る
- 駆動シャフトはキー溝を付ける
- シャフトとフランジを溶接する
- 駆動シャフトとフランジの回り止めはセットスクリューにする
- ベアリングはイグスのクリップベアリングを使う
と、まあ昨日までは意気込んでいましたが、もう3週間になるし、回り止めをすれば今のフランジはもう少し使えるので、と言い訳して今回はSUS化は見送ることにしました。
SUS化は次回にする
SUSのパーツはゆっくりと作っていくことにします。
災害時のトイレは大変だと改めて思います。
回り止めをどうするか?
駆動側のシャフトとフランジの溶接が剝がれて空回りしているので、これを止めないといけません。

セットスクリューをキーの代わりにする
キーの加工はやりにくいので、シャフトとフランジの境界にセットスクリューを入れて、キーの代わりにします。円周上の3ヶ所に入れるので十分に機能すると思います。
シャフトを外す
シャフトのくぼみにCRCをたっぷりと入れて数時間後に叩き出しました。
錆びはベルトサンダーで落としています。


シャフト付近の板厚は9mmと十分に残っているのでセットスクリューは有効と思います。
シャフトとフランジの垂直を出す
空回りしていたのと、シャフトのサビトリを旋盤でやらずに、ベルトサンダーなんかでやったために、シャフトとフランジの穴がガタガタで、このままではシャフトとフランジの垂直が出ません。

フランジも錆びでデコボコで基準面が得られません。さてどうしたものか・・・
便法として、フランジはベルトサンダーで仮の基準面を作り、シャフトは旋盤で端面を出して、定盤上で垂直にして金属用の接着剤で仮止めしてから、セットスクリューの加工をすることにします。
シャフトを整形する
端面削りをします。

- 余談ですが
端面削りなんて言葉は、機械加工をしたことがない方には耳慣れないと思います。
カモジーは機械加工はアマチュアです。下手の横好きでやってます。
アマチュアのカモジーが頼りにしているバイブルのような本があるので紹介します。
「ミニ旋盤を使いこなす本―アマからプロまで」という本で、基礎編と応用編があります。
今はもう絶版になっているようですが、アマゾンで手に入るようです。
プレミアムが付いてだいぶ高くなっていますが、持ってて損はしないと思います。
ローラーミニコを使ってカップリングギアが軽く摺動できるようにしておきます。

後のSUS加工のためにシャフトの寸法取りをしておきます。
(カップリングギアとの相対位置は摺動で調整できるので、端面削り後の寸法とする)
寸法備忘録
- シャフト 長さ 141mm
- シャフト 直径 30φ
- キー溝 長さ(芯芯) 36mm
- キー溝 深さ 4.5mm
- キー溝 幅 8mm
仮止め
定盤上で仮の基準面と端面を一致させて、垂直状態にして瞬間接着剤で仮止めします。

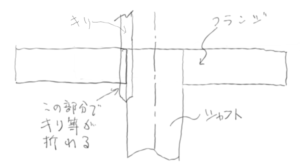
セットスクリューをピンに変更する
キリやタップがフランジ部分を貫通した後に母材が半分無くなり、折れる可能性があるので、ネジを切ってセットスクリューを入れるのではなく、単に穴を開けてピンを入れて溶接するだけにした方が簡単で安全ですね。
キーの代わりのピンを埋め込みます。

ピンごと溶接します。学校

この後は、分解した逆の順で組み立てます。
組み立て
なんとM14のUナットというのがありません。
モノタロウなどで探してみましたが、M12とM16はあるのですが、M14はありません。
緩み止め剤を使う
ダブルナットにすると干渉しそうなので、スプリングワッシャーは付けて、分解可能タイプの緩み止め剤を塗って組み付けることにしました。
まとめ
今回は思わぬ伏兵にやられてしまいました。
フランジはまだ使えそうだったので再利用しましたが、次回はSUS化しなくてはなりませんね。
これから作ろうとする方は徹底してSUSで作るべきですね。アンモニア腐食は強烈です。

